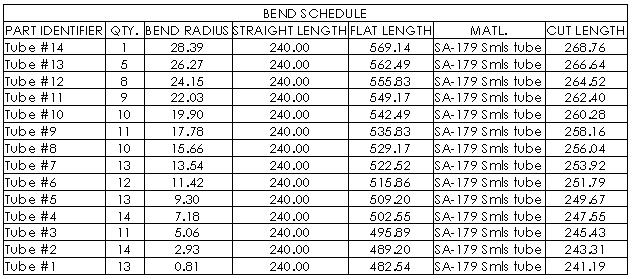
Bend schedules can be added through the Codeware Interface. There is a pre-installed “Bend Schedule” table available.
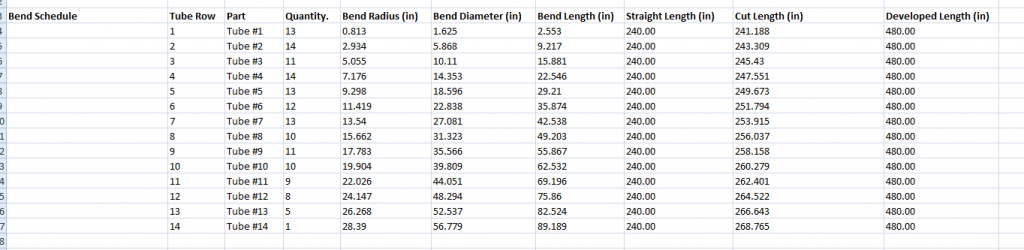
They may also be obtained by using the COSTER Utility which is now available from our support center.
Bend Schedule in SOLIDWORKS
Bend Schedule in COSTER Utility
Silos will typically have a Cone top on it. COMPRESS has the ability to model and analyze cones (transitions). Transitions can be modeled at any angle (after 30 half apex angle COMPRESS performs a U-2(g) analysis automatically for you). COMPRESS uses the Appendix 1-5 and 1-8 rules to investigate the cone cylinder junction. Common vessels we see with cones would be kettle type heat exchangers, tall towers, etc. If you have a general arrangement drawing you can send I can have one of our engineers review it to make sure COMPRESS will meet your needs.
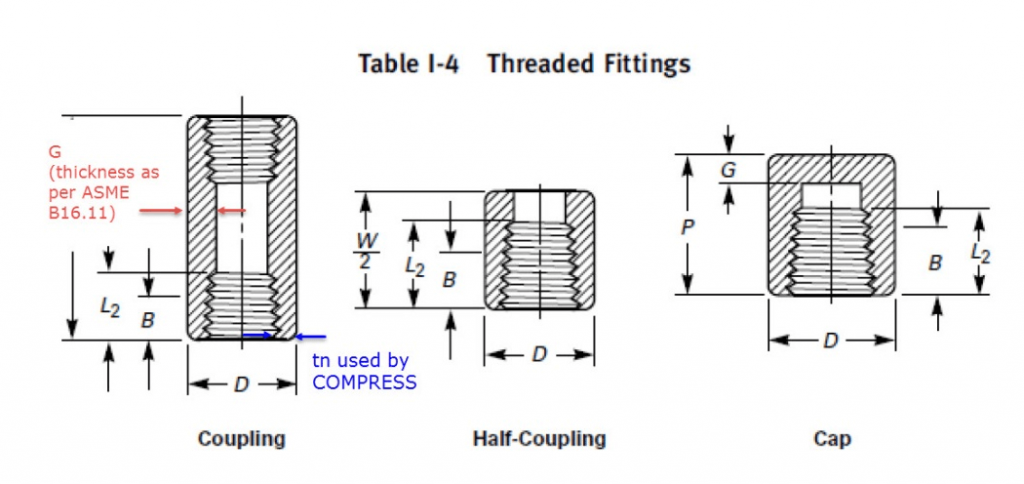
As mentioned above, ASME B16.11 defines the minimum wall thickness away from the threaded ends (the thickness of the unthreaded hub). However, COMPRESS reports a different value for the wall thickness. This is due to COMPRESS calculating the wall thickness at the end of the threaded coupling, not away from the ends as mentioned in Table I-4 General Note (c). The COMPRESS default thickness at the ends of the threaded coupling is found as ½*(Coupling Outer Diameter – Pipe Size Outer Diameter). This value will be thinner than the “G” value. However, a thinner value is desired in order to be conservative when performing the UG-37 reinforcement area calculations and UG-45 nozzle neck thickness calculations (COMPRESS uses the Code Interpretation VIII-1-83-217 for the UG-45 equivalent minimum thickness). Although COMPRESS uses the threaded end thickness, the actual thickness through the unthreaded hub should still match “G” from Table I-2 for the appropriate NPS and class designation.
The figure below specifies the thickness COMPRESS is reporting compared to the minimum wall thickness defined by ASME B16.11.
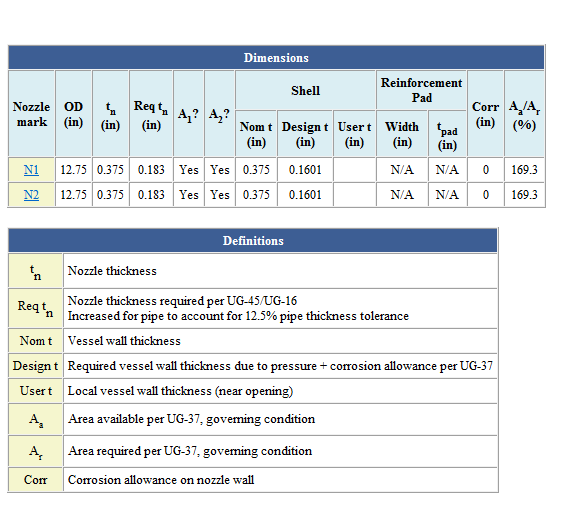
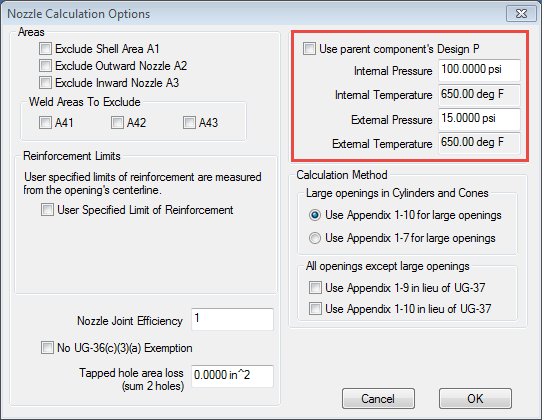
Note that the nominal thickness input field is “unlocked”. The designer can elect to change this dimension as necessary.
Option Turned Off:
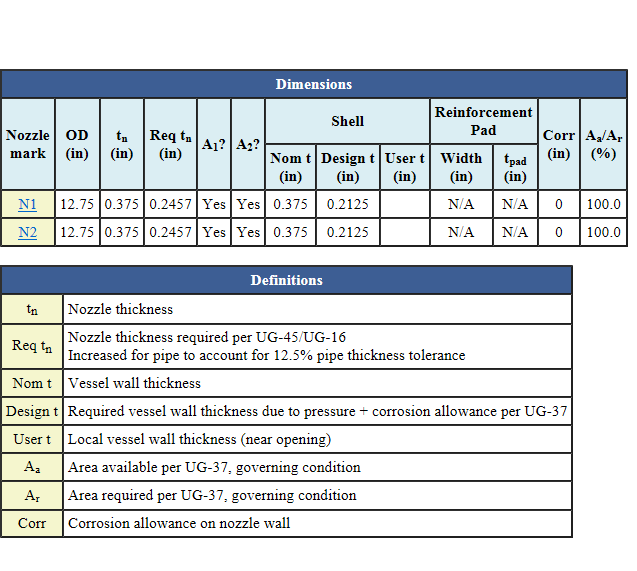
Notice the difference in ‘Req’d tn’, and the ‘Design t’. This will vary on every vessel. It could be a setting you may have set. Please feel free to contact us and we can review the file you have in question.
For Code Editions prior to this we recommend setting up user defined materials and entering in the Allowable from that Code Year. It was common in the 1960’s for example to have “Section II-D” printed directly in the Code Book.
The second way is through the ‘FEA Details’ (Nozzle dialog). Once the loadings are entered you can run the FEA and results will be in the output calculations.
There is also an option to perform the WRC-297. This is run through our FEA interface. In the options you can select to run the WRC-297.
ASME B16.5/B16.47 flanges are accepted by COMPRESS based on their published pressure-temperature rating. But note that many “standard” flanges do not meet their pressure-temperature ratings when analyzed per Appendix 2. In this case, COMPRESS will increase the flange thickness as required. These are Code issues over which we have no control. B16.5 describes in some Appendices how the pressure-temperature ratings are determined. The basic stress analysis is not much different from Appendix 2 but due to need to account for broad range of gasket types and diameters the pressure ratings may not correspond to the MAWP as by Appendix 2 analysis. For example, we have found through analysis that “stocky” or “husky” flanges, say a 6″ Class 1500 flange, may have MAWP per Appendix 2 that is far greater than the published pressure rating in B16.5. But “skinny” flanges, say 24″ Class 150, may have MAWP per Appendix 2 that is far less than the published pressure rating in B16.5.
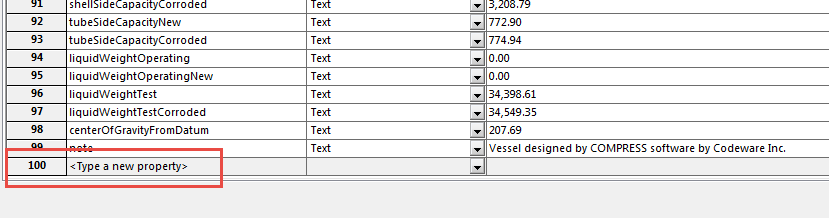
So for 7600:
7 – Refers to the series of COMPRESS
6 – Refers to the current year (2016)
00 – Refers to the release version within the current year
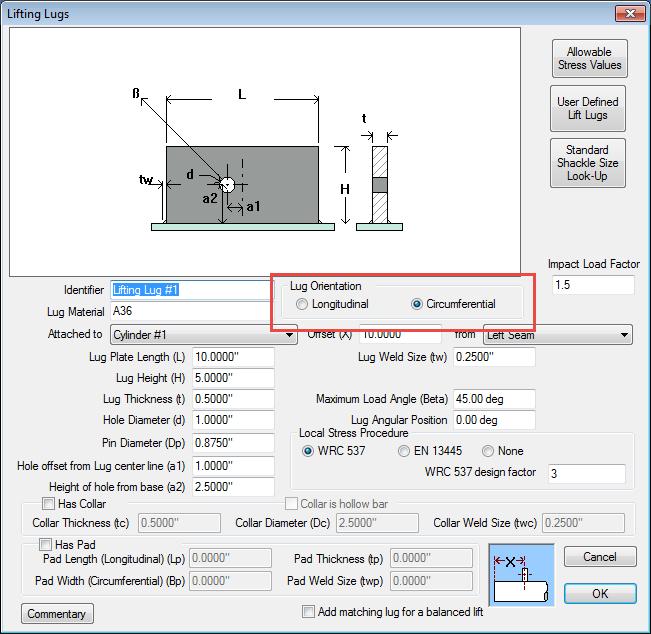
If you are requiring support lugs COMPRESS does not currently offer this capability.
We have discussed translating the WRC loads to the supports. However, we felt this would needlessly complicate the user-interface and the amount of information that the designer would have to enter (it would be important that all nozzle loads are entered in strict orientation, and what loads acted concurrently) for very little gain or benefit in the reliability of the analysis.
Option for platforms/ladders for horizontal vessels is already on our request list. It is a low priority item and may not ever be implemented. Platforms for horizontal vessels are of too many different possible configurations to make it practical to incorporate this feature easily into COMPRESS. Platforms for vertical vessels are generally (but not always) circular or semi-circular; whereas for horizontal vessels there are too many possible “footprints”. Also, for horizontal vessels the portion of the platform weight supported by each saddle depends upon how and where the platform is attached to the vessel. The level of detail required to completely define the platform and its effect on the vessel design is very high.
Historically, double tubesheets were used to try and prevent leakage between the shell and tube side fluids. The more modern practice, which eliminates the need for double tubesheets, is to specify tube to tubesheet seal welds with leak testing performed using one of the new mass spectrometer leakage testing devices. This can save companies money when buying replacement exchangers too.
+1 (941) 927-2670 | sales@codeware.com